水处理设备一站式制造商
1500+中大型项目案例 I 水质检测 I 持续达标 I 运行费用低

水处理设备一站式制造商
1500+中大型项目案例 I 水质检测 I 持续达标 I 运行费用低

product center
品牌:沃特伊兰 VOITILAN
水量:0.25-500m³/h
材质:SS304/SS316
脱盐率:99.8%
运行成本:0.2-2元/吨水
电导率: 10μs/cm、5μs/cm、2μs/cm

在竞争激烈的饮料市场中,水质是决定产品品质与安全性的关键因素。我们公司专为饮料行业量身打造的纯水设备,是保障饮品生产纯净度的核心利器。它深度融合前沿的水处理技术与环保理念,针对饮料生产过程中对水质的严苛要求,精准去除原水中的各类杂质与有害物质,为饮料生产提供稳定、优质的纯水供应。无论是碳酸饮料、果汁饮料,还是茶饮料、乳饮料等各类饮品生产,我们的纯水设备都能凭借其卓越性能,助力企业打造出符合甚至超越行业标准的高品质饮料产品,提升企业在市场中的竞争力,赢得消费者的信赖与喜爱。
原水中存在的各类杂质,如悬浮物、胶体、细菌、病毒、重金属离子以及有机物等,对饮料生产的影响堪称“隐形杀手”。悬浮物和胶体会导致饮料外观浑浊,影响消费者的第一视觉感受;细菌和病毒不仅会缩短饮料的保质期,还可能引发食品安全问题,给企业带来巨大的声誉和经济损失;重金属离子超标会危害人体健康,使产品无法通过质量检测;有机物则可能产生异味,破坏饮料原本的天然风味,让精心调配的配方大打折扣。这些杂质的存在,严重制约了饮料产品的品质提升和市场竞争力,而我们的纯水设备正是解决这一难题的利器
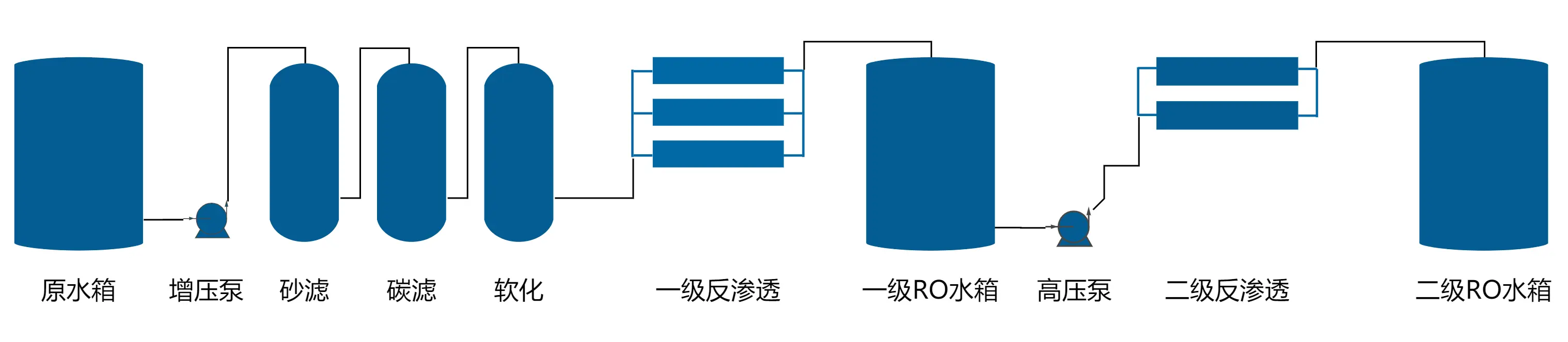
(1)10μs/cm(一级RO设备流程图)

(1)5μs/cm(一级RO设备流程图)
我们公司的饮料行业纯水设备具备一系列显著特点,成为行业内的佼佼者。首先,采用先进的反渗透、超滤等核心技术,能够有效去除原水中 99%以上的杂质,确保出水水质达到甚至超越行业最高标准,为饮料生产提供绝对纯净的水源保障。其次,设备具备高度自动化控制系统,操作简便,可实现 24 小时不间断稳定运行,大大降低了人工干预成本,提高了生产效率。再者,模块化设计让设备安装、维护和升级更加便捷,能够根据饮料企业的不同生产规模和需求进行灵活定制,满足多样化的生产场景。此外,我们还注重节能环保,通过优化设备结构和运行参数,降低能耗和水耗,助力企业实现绿色可持续发展,在提升产品品质的同时,也为企业节约了运营成本。
我们的饮料行业纯水设备由多个关键组成单元协同工作,共同保障纯水的高品质产出。预处理单元如同设备的“先锋卫士”,通过石英砂过滤、活性炭吸附等工艺,有效去除原水中的大颗粒悬浮物、泥沙、余氯等杂质,为后续的深度处理减轻负担,保护核心膜元件不受损害。反渗透单元则是设备的“核心心脏”,利用半透膜原理,在高压作用下将水分子与溶解的盐类、有机物等杂质分离,产出高纯度的淡水,确保水质符合饮料生产的高标准要求。后处理单元作为“品质保障师”,对反渗透产水进行进一步的精细处理,如添加臭氧杀菌、调节 PH 值等,进一步提升水质稳定性,防止微生物滋生,保障饮料产品的安全性和口感。这些组成单元紧密配合,形成了一套高效、可靠的纯水制备系统,为饮料行业的优质生产保驾护航。
六、设备照片


【纯水设备在线免费报价 点击进入立即报价,或拨打7×24 小时在线热线400-680-6689/19842445559】
七、沃特伊兰优势
远程操作监控智能系统
自动化程度高,DCS中控、手机端上位机等均可远程监控操作,实时查看运行数据。
自动监测报警
全自动监测,设备发生故障或产水不达标,设备线上报警及线下声光报警,不合格水自动回流至前系统。
售后响应速度快
全国35个售后服务点,7*24小时在线客服1V1服务,2小时出给出解决方案、24小时内到达现场。
三大生产基地
分在深圳、惠州及山东具有生产基地,总面积约12000㎡生产能力200台/月。
专利资质多
拥有40余项发明、实用专利,10项各类资质,同时获得国家高新技术型企业认证。
项目案例多
1500+多项中大型项目案例,10余年环保设备设计、生产、制造经验 助力企业长期节能减排、稳定运行
八、设备报价

提供技术文件
工艺流程图
工程案例
工艺说明书
P&ID图
电气控制图
设备理论培训
设备构造培训
设备维修保养培训
设备操作培训
设备一年保修
终身售后服务
4小时上门
24小时解决问题
保修期内设备故障供方负责

@2025 深圳市沃特伊兰环境科技有限公司 版权所有 粤ICP备2023113346号 少量素材来源于网络,版权归原作者所有,如有不妥,告知删除 sitemap
技术支持:网站建设
 24小时
24小时 微信服务
微信服务

 手机咨询
手机咨询
 抖音账号
抖音账号

 返回顶部
返回顶部